
實驗室、科研、軍工、醫療、航空領域
微細孔/高端精密五金件 · 14年頭部供應商
微細孔/高端精密五金件 · 14年頭部供應商
-
微信咨詢

- 全國客服:18898367360
日期:2021-04-01 編輯:富泰鑫五金 閱讀: 1630
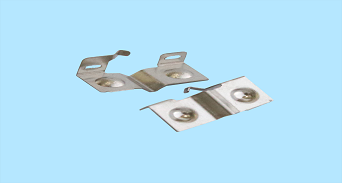
精密五金配件加工講究的是精密度需要達到標準。在五金配件加工成形后,還有一系列的后續加工工序是需要注意的。今天我們來說一下關于精密五金配件加工成形后的翻邊工序。
翻邊是將工件的孔邊緣或外邊緣在模具作用下翻成豎立直邊的加工工序。根據精密五金配件加工工件的邊緣的性質和應力狀態的不同,翻邊可分為內孔翻邊和外緣翻邊;按豎邊壁厚的變化情況,翻邊可分為不變薄翻邊(統稱為翻邊)和變薄翻邊。采用翻邊的工藝方法可以加工形狀較為復雜而且具有良好剛度和合理空間形狀的立體零件,因此在生產中應用很廣。

翻邊的加工方法
內孔翻邊:
一般來講,內孔翻邊必須采用翻邊模通過壓力機的壓力才能完成。生產中只有在單件少量且翻邊孔尺寸較小、形狀較為簡單的情況下,才考慮采用簡單的翻邊模通過手工操作后完成。
外緣翻邊:
與內孔翻邊類似,外緣翻邊也必須采用翻邊模通過壓力機的壓力才能完成。只有在單件少量且翻邊孔尺寸較小、形狀較簡單的情況下,生產中才考慮采用簡單的翻邊模通過手工操作完成。
變薄翻邊:
變薄單邊一般是采用變薄翻邊模通過壓力機的壓力作用完成。當零件翻邊高度很高時,可以采用減小模具突、凹模間隙,強迫材料變薄的方法進行,以便提高生產效率和節約原材料。
變薄翻邊時,在凸模壓力作用下,變形區材料先受到拉深變形使孔徑逐步擴大,而后材料又在小于厚度的凸、凹間隙中收到擠壓變形,是材料厚度顯著變薄。



 網站首頁
網站首頁
 電話咨詢
電話咨詢