
實(shí)驗(yàn)室、科研、軍工、醫(yī)療、航空領(lǐng)域
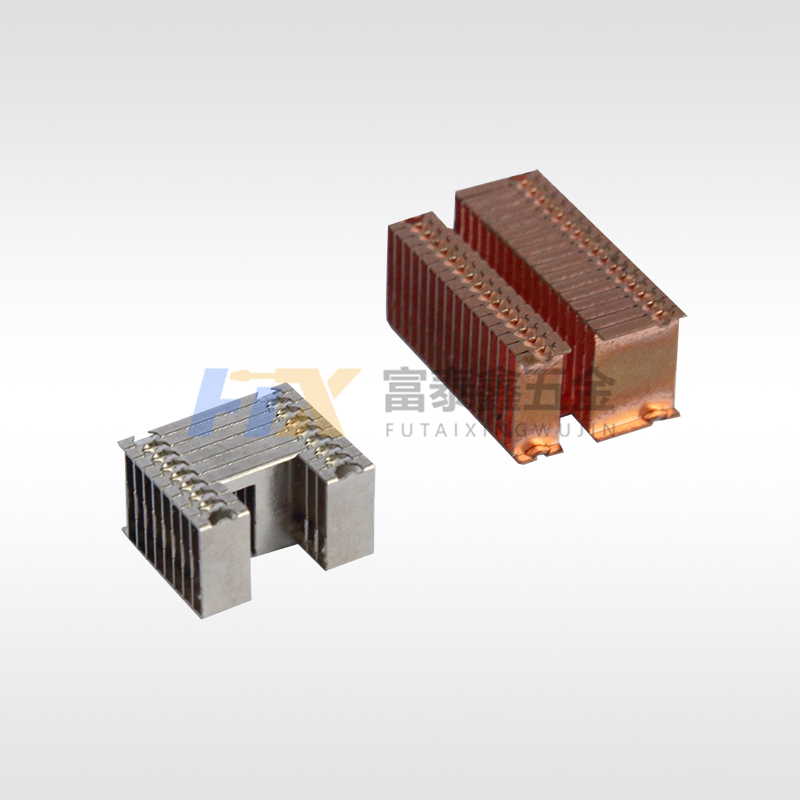
微細(xì)孔/高端精密五金件 · 14年頭部供應(yīng)商
微細(xì)孔/高端精密五金件 · 14年頭部供應(yīng)商
-
微信咨詢

- 全國客服:18898367360
日期:2022-11-28 編輯:富泰鑫五金 閱讀: 1188
為何說間隙是影響沖裁件質(zhì)量的主要因素之一?別急,富泰鑫小編來給大家細(xì)細(xì)分析原因:
1. 間隙合適時,沖裁時尚、下刃口處所產(chǎn)生的剪切裂紋基本重合。這時光面占板厚的1/3~1/2,切斷面的塌角、斜度和毛刺均很小,完全可以滿足一般沖裁的要求。間隙過小時,凸模刃口處的裂紋比合理間隙時向外錯開一段距離。間隙過大時,凸模刃口處的裂紋比合理間隙時向內(nèi)錯開一段距離。若是間隙分布不均勻時,則在小間隙的一邊形成雙光面,大間隙的一邊形成很大的塌角及斜度。

2. 當(dāng)沖裁件產(chǎn)生偏離凸、凹模尺寸的原因,是由于沖裁時材料所受的擠壓變形、纖維伸長和翹曲變形都要在沖裁結(jié)束后產(chǎn)生彈性回復(fù),當(dāng)沖裁件從凹模內(nèi)推或凸模卸下時,相對于凸、凹模尺寸就會有偏差。而材料性質(zhì)是直接決定該材料在沖裁過程中的彈性變形量。
3. 間隙對卸料力、推件力的影響比較顯著。隨著間隙增大,卸料力和推件力都將減小。一般當(dāng)單面間隙增大到材料厚度的15%~25%時,卸料力幾乎降到零。



 網(wǎng)站首頁
網(wǎng)站首頁
 電話咨詢
電話咨詢